| OCR Text |
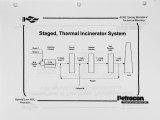
Show Stream 1 Stream 2 50% Excess Fuel Reduction Chamber Quench Section Oxidation Chamber Heat Recovery Boiler 12.5% Combustibles T => 2,800 • 3,000 • F T = 1,400 - 1,600 • F T = 1,800- 2,000 ° F T = 450 • 650 °F Recycle Oxidation Air Figure 1. Staged, Thermal Incinerator System This approach was introduced in the early 1970's and demonstrated that N O x reductions to levels in the range of 200-250 ppmv could be readily achieved. Although this two-stage method has been successfully applied to a number of applications requiring N O x reduction, it has several drawbacks. One is its limitation on the destruction of air toxics and C O that can be achieved. The other is the higher levels of excess fuel required to achieve adequate N O x reduction. Two vapor streams were vented to the two-stage incinerator. The compositions and flow rates are shown in Table I. When the two streams were combined, there was sufficient oxygen to provide stable burning in the vortex burner of the incinerator. The unit required about 6.81 million Btu per hour of auxiliary fuel to react with the oxygen (O2), hydrogen cyanide (HCN), CO, and N O x in the two vent streams. In order to maximize N O x reduction, a minimum of 5 0 % excess fuel was fired in the burner, bringing the total firing rate up to 10.22 million Btu/hr. This resulted in a combustible (CO and H 2) concentration of about 12.5% which was the driving force for N O x reduction. 3 |