| Title |
Coal Slurries as Alternate Fuels for Oil-Designed Boilers |
| Creator |
Pan, Y. S.; Bellas, G. T.; Snedden, R. B.; Joubert, J. I. |
| Publisher |
University of Utah |
| Date |
1982 |
| Spatial Coverage |
presented at Newport Beach, California |
| Abstract |
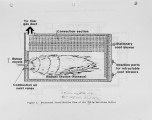
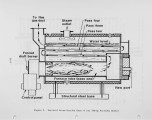
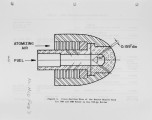
Several combustion test programs have been performed at the Pittsburgh Energy Technology Center (PETC) of the U.S. Department of Energy (DOE) to evaluate alternate fuels in oil-designed boilers. The overall objective is to develop retrofit technology for existing oil-fired boilers to conserve petroleum fuel. The alternate fuels investigated at PETC include coalliquid mixtures, such as coal-oil, coal-water, and coal-methanol. In this paper, the hardware developed to permit utilization of coal slurries as liquid fuels in oil-designed boilers is described, and selected coal-slurry combustion test results are presented. |
| Type |
Text |
| Format |
application/pdf |
| Language |
eng |
| Rights |
This material may be protected by copyright. Permission required for use in any form. For further information please contact the American Flame Research Committee. |
| Conversion Specifications |
Original scanned with Canon EOS-1Ds Mark II, 16.7 megapixel digital camera and saved as 400 ppi uncompressed TIFF, 16 bit depth. |
| Scanning Technician |
Cliodhna Davis |
| ARK |
ark:/87278/s6db84f6 |
| Setname |
uu_afrc |
| ID |
3364 |
| Reference URL |
https://collections.lib.utah.edu/ark:/87278/s6db84f6 |